By Prototek Engineering Team | Additive Manufacturing | Materials Guide
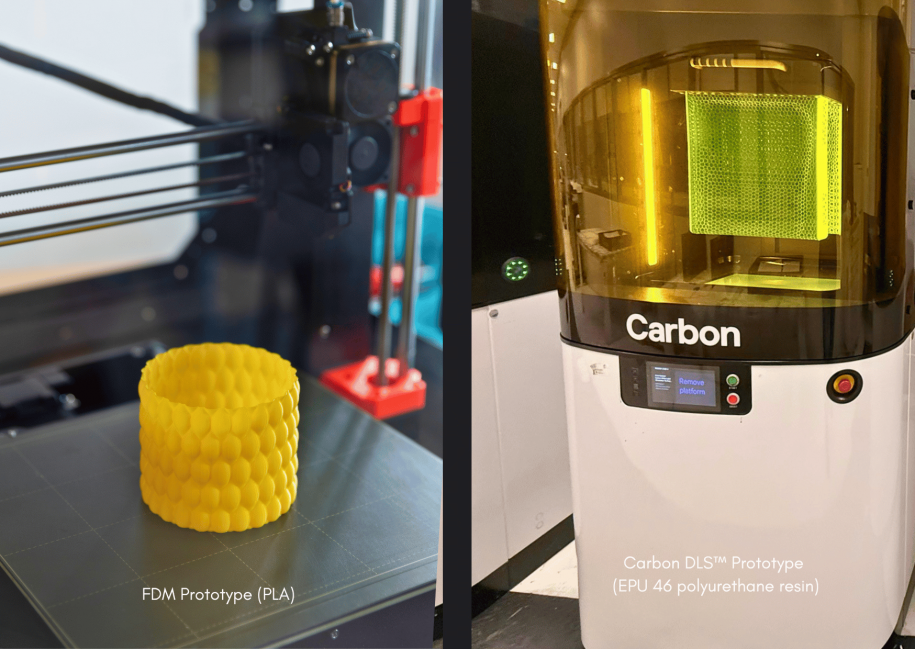
The short answer | resin 3D printing: FDM (Fused Deposition Modeling) deposits molten filament layer by layer, creating visible bonding interfaces between each pass. Carbon DLS™ resins, by contrast, cure as a continuous, homogeneous structure — resulting in isotropic mechanical properties, superior surface finish, and dramatically better performance under stress. For industrial applications where mechanical integrity, elasticity, and dimensional accuracy matter, elastomeric Carbon DLS™ resins are in a different performance category entirely.
FDM vs Carbon DLS™ Resins: What Happens Inside the Material?
In FDM printing, thermoplastic filament (such as PLA, ABS, or Nylon) is heated and extruded through a nozzle, deposited line by line. Each layer bonds thermally to the previous one, but this interface remains the weakest point in the structure.
The result is an inherently anisotropic part: strong along deposition paths, weaker across layer interfaces. Under tensile stress, cyclic loading, or impact, failure typically initiates along these planes.
Carbon DLS™ resin 3D printing works through a different mechanism. A photopolymer resin is cured continuously using projected UV light through an oxygen-controlled interface. The part is formed as a single, uninterrupted structure with no layer boundaries or directional weak points.
A secondary thermal cure activates a second polymer network within the material, increasing strength and stabilizing mechanical behavior.
The practical implication: a Carbon DLS™ part is not a stack of fused layers. It is a monolithic engineered component.
Elastomeric Resins: What FDM Cannot Replicate
For applications requiring flexibility, energy absorption, or dynamic mechanical response, FDM elastomers (typically TPU filaments) offer a basic solution — but with significant limitations.
The layer-by-layer structure creates stress concentrations at interfaces, limiting stretch before failure and reducing fatigue life under repeated compression or bending.
Carbon’s elastomeric polyurethane resins — EPU 40, EPU 41, EPU 43, EPU 45, and EPU 46 — are purpose-engineered for exactly these demands. Each grade offers a distinct combination of Shore hardness, elongation at break, tensile strength, and energy return.
This means engineers can select not just “a flexible material” but a precisely tuned mechanical behaviour matched to the application.
Key performance advantages of Carbon elastomeric resins over FDM TPU:
- Tensile strength and elongation at break are consistent in all directions — no weak layer planes.
- Shore hardness is selectable across grades, from very soft (EPU 40) to firm elastomeric (EPU 46), enabling application-specific tuning.
- Variable density lattice structures can be designed and printed with graded stiffness zones within a single part — physically impossible with FDM.
- Fatigue resistance under cyclic loading is significantly higher, critical for seals, cushioning systems, wearables, and dynamic mechanical components.
- Surface finish is smooth and consistent, suitable for end-use parts without post-processing.
EPU 46, Prototek’s most widely specified elastomeric resin, delivers a higher energy return and greater rigidity within the elastomeric range — making it the material of choice for high-performance applications such as cycling saddles (see Selle Italia SLR 3D), protective equipment, and ergonomic industrial grips.

Which Material Is Right for Your Application?
| Requirement | FDM (TPU Filament) | Carbon DLS™ (EPU Series) |
|---|---|---|
| Isotropic properties | No | Yes |
| Adjustable Shore hardness | Limited | Yes (EPU 40–46) |
| Lattice density control | No | Yes |
| Surface finish | Requires finishing | Production-ready |
| Fatigue resistance | Medium | High |
| Production scalability | Low–Medium | Medium–High |
| Certification & traceability | Variable | Full (ISO 9001 environments) |
Carbon Resin 3D printing vs FDM
Frequently Asked Questions
- What is the main difference between FDM and Carbon DLS™ resins? FDM creates parts by fusing separate filament layers, resulting in directional weakness at layer interfaces. Carbon DLS™ cures the part as a continuous, homogeneous structure with consistent properties in all directions.
- Are Carbon elastomeric resins stronger than FDM TPU? Yes, in most industrial performance metrics. Carbon EPU resins offer higher tensile strength, better elongation at break, superior fatigue resistance, and isotropic properties that FDM TPU cannot match due to its layer-bonding structure.
- Can I get different Shore hardness values with Carbon DLS™? Yes. Prototek offers the full Carbon EPU range (EPU 40 through EPU 46), each with a distinct hardness and mechanical profile, allowing precise material selection for your application requirements.
- When does FDM make sense over Carbon DLS™? FDM is a viable choice for early-stage conceptual prototypes, large-volume low-stress parts, or applications with minimal mechanical demands where cost per part is the primary driver. For functional prototypes, end-use parts, or any elastomeric application requiring consistent performance, Carbon DLS™ is the correct choice.
Prototek is an ISO 9001 and ISO 27001 certified professional 3D printing service based in Italy, operating 22 industrial printers — including 7 Carbon DLS™ units — 24/5.
We support engineers and R&D teams from first geometry to scaled production.